从事废水深度处理和有机废气治理
沸石转轮浓缩脱附处理工艺返回沸石转轮浓缩脱附处理工艺● 简述沸石转轮,全称沸石转轮吸附浓缩系统,是一种高效、节能的大风量、低浓度的有机废气处理技术。它主要用于将工厂车间排出难以直接经济处理的低浓度(通常<1500 mg/m³),但风量总量很大的废气中的挥发性有机物浓缩,浓缩倍数可达5-20倍,转化为高浓度、小风量的废气,从而使得后续的最终净化步骤(如燃烧)变得高效、节能且可行,大幅降低后续最终处理设备的规模和运行成本。 沸石转轮是当前VOCs治理,特别是解决大风量、低浓度废气治理难题的主流和高效技术方案。它巧妙地将物理吸附、热脱附与旋转式连续操作相结合,实现了环保效益与运行经济性的最佳平衡,是现代工业实现绿色制造和达标排放的关键技术装备之一。 ● 系统构成
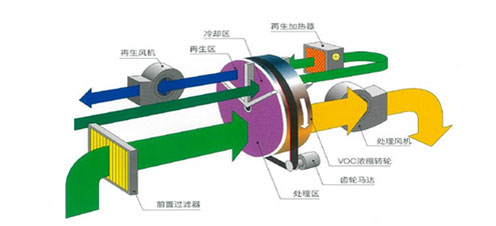
● 工作原理与流程(三区划分)1. 吸附区:占总面积最大(通常10区/12区)。 过程:含有低浓度VOCs的大风量废气在风机作用下,穿过缓慢旋转的沸石转轮。 原理:沸石具有巨大的比表面积和规则的微孔结构,VOCs分子被其强大的表面力(主要是范德华力)牢牢吸附在孔道内。 结果:干净的空气(达标)从转轮另一侧排出,VOCs被“截留”在转轮上,这是浓缩过程的第一步。
2. 脱附区:占总面积较小(通常1区/12区)。 过程:一小股高温(通常180-220℃)、低流量的净化废气(称为“脱附风”)反向吹扫转轮上已吸附饱和的扇区。 原理:高温提供了能量,破坏了吸附平衡,使VOCs分子从沸石上脱离(脱附)出来,进入这股热空气中。 结果:原本大风量、低浓度的废气,被转化为小风量、高浓度的废气(浓缩气),这是浓缩过程的关键步骤。 3. 冷却区:占总面积很小(通常1区/12区)。 过程:经过高温脱附后的转轮扇区温度很高,吸附能力会下降,用一股常温废气或洁净空气将其冷却至接近工作温度。 原理:恢复沸石的最佳吸附性能,为重新进入吸附区做好准备。 结果:转轮完成一个完整的“吸附→脱附→冷却→再吸附”的循环。整个转轮在电动机驱动下以1-6转/小时的速度缓慢旋转,周而复始地完成连续循环。 4. 后续处理 从脱附区排出的高浓度废气,会被引入一个最终处理单元,例如:蓄热式焚烧炉(利用其高浓度,在高温下彻底氧化分解为CO₂和H₂O,热能可回收利用);催化燃烧装置(在催化剂作用下低温燃烧,更节能);冷凝回收装置(对于有回收价值的溶剂,可进行冷凝液化回收)。 ● 核心技术特点
● 浓度范围与适用场景
● 浓度影响因素与控制要点
● 典型行业应用浓度参考
● 典型处理工艺流程图(沸石转轮+RTO)
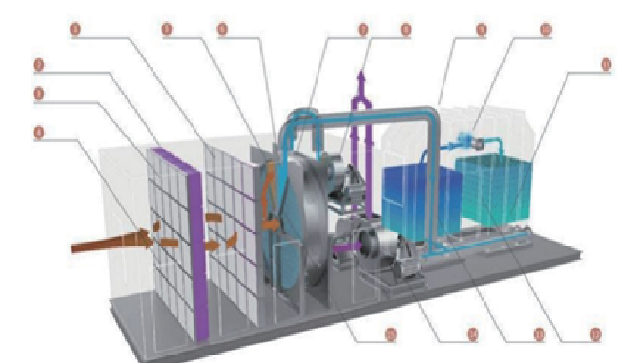
● 沸石转轮浓缩脱附+RTO蓄热式焚烧该系统系结合吸附、浓缩脱附及蓄热焚化三项操作单元为一体,是目前提供防治 VOCs 之较完善设备,一般不适用于直接处理高沸点挥发性有机物。大流量的低浓度有机废气被送至转轮吸附区,转轮可根据废气处理量,以 1-6 转/小时的速度持续缓慢旋转。废气中含有的 VOCs 被截留吸附在转轮上的沸石分子筛内部,净化后的洁净空气则直接排放至大气。 转轮持续旋转吸附 VOCs,逐渐趋向吸附饱和,当转轮旋转进入至脱附区时,脱附风机提供 200℃左右的高温热空气,穿过吸附饱和的转轮区域将其中吸附的 VOCs 脱附并带走,转轮从而恢复吸附能力,脱附后的转轮进入冷却区经冷却空气吹扫,恢复至常温再次旋转至吸附区,重新开始下一轮的工作。 转轮吸附的 VOCs 经脱附后,随脱附热空气送往 RTO 进行净化处理,由于脱附热空气风量仅为 5000-20000m³/h,废气中的 VOCs 被浓缩了 5-20 倍,因此,需要最终处理的有机废气具备了浓度高、风量小、温度高的特点,能够进入 RTO 集中处理,VOCs 的净化率可达到97%以上,RTO 焚烧产生的一部分风热能可用于转轮脱附空气的加热;末端排放的高温烟气可进行余热回收,进一步做到节能、环保。 ● 产品结构说明利用沸石转轮系统来浓缩车间产生的废气,利用三床式蓄热氧化废气处理设备 (RTO) 系统来处理沸石转轮脱附出来的浓缩的高浓度废气。含有 VOCs 的废气经过沸石转轮吸附,吸附后的气体,浓度满足环保要求可以直接排到大气。沸石转轮吸附 VOCs 后,经过高温气体脱附处理,脱附出来的高浓度废气再进入 RTO 高温焚烧,焚烧后的废气环保达标可以直接排放。 三箱式RTO系统:三床式蓄热氧化废气处理设备 (RTO) 系统, 处理风量5000-100000Nm³/h, 氧化室温度760-850℃,VOCs停留时间>1s 。内置蓝太克蜂窝陶瓷蓄热体,热回收效率≥95%,配置美国天时比调型天然气燃烧机,实现VOCs彻底氧化分解为CO₂和水,无二次污染。 浓缩转轮系统:采用西部技研(优先)或纳博科防爆型高温脱附沸石转轮,基材为疏水沸石纤维,通过10:1:1的吸附区、脱附区、冷却区连续旋转设计,将大风量低浓度废气浓缩数倍,转化为高浓度小风量废气,大幅降低后续焚烧能耗。具备300℃自动高温吹扫再生功能,模块化填充设计便于局部维护。 预处理系统:包含除雾器和五级干式过滤系统,针对涂装废气含漆雾、粉尘、高湿度的特点,先通过除雾器去除水汽(一般采用SUS304材质防腐 ,PP折流板+空心球双重除雾),再经G4/F5/F7/F9四级过滤组合,高效拦截亚微米级颗粒和气溶胶,避免堵塞转轮,保障后续设备稳定运行。 控制系统:以西门子PLC为核心,搭配昆仑通泰12寸触摸屏,实现温湿度、压力、浓度、阀门状态等参数实时监控,具备自动调节浓缩倍数、脱附温度、 RTO 切换周期等功能,同时集成多重安全联锁控制。 管路与阀门系统:风管采用镀锌保温设计,烟囱材料一般为玻璃钢材质(外部胶衣+内涂防腐)或 SUS304不锈钢(高≥17米);阀门采用改进型气缸式提升阀和气动蝶阀,泄漏率 ≤0.05%,切换速度快,耐高温耐腐蚀,确保系统气密性和运行稳定性。 脱附换热系统:核心设备为耐高温换热器 (SUS310S 材质),利用RTO余热将脱附气体加热至180-220℃,热交换效率高,耐温可达900℃,实现能量循环利用,降低系统运行成本。 ● 主要参数及技术特点
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||